 |
 |
 |
| Too high, but easy to fix | Long reach and hard to fix | Extremely awkward design |
Background
Machinery has been the hallmark of progress in production, eliminating much work that is difficult or dangerous for people. However, machines can still present special challenges for their operators:
- The required functions of the machine can make it difficult to include considerations for humans; for example, the bed of a machine tool must be of a certain large size, which can inherently cause an excessively long reach for the operator.
- Access to the point of operation is often limited because of size of the machine and the need for enclosures of different types.
- Machines are difficult to modify or retrofit once purchased and in use. Most changes need to be made by the manufacturer during the design of the equipment.
- Finally, to some degree, the ergonomics of machine operation to date have not received the same attention as have tasks like manual assembly or material handling; for example:
- Mechanical assists for loading and unloading
- Streamlined techniques for changeover and set up
- Easy removal of enclosures and covers
- Layouts that promote production flow
 |
 |
| The traditional lathe is a classic example of the mismatch between humans and equipment | |
Depending upon the circumstances, some improvements can be retrofitted in the workplace. In other cases, improvements can only be made when the machine is being designed and built. In extreme cases, the inherent functioning of the machine can make it impossible to design for complete human compatibility.
Much depends on the size and type of the machine. Small machines can be oriented to fit people, just as with individual workbenches. Indeed, many types of machines are configured to be fully integrated into production lines and present no greater challenge for employees than any other type of workstation. These designs provide insights that can be adapted for larger machines.
Strategies for improvement
Understand the principles
The basic principles of human-friendly design provide a foundation for all the concepts and techniques listed below and on related pages. These generic principles apply in every setting and help you to focus the main objectives, amidst the various techniques that may apply in some situations, but not others. Keeping the underlying principles in mind helps you to avoid mistakes, in particular the unintended consequences of equipment changes.
Adapt the machine
 |
 |
| Small machine recessed into production line | Power press integrated into work cell |
Because many machines must be used as fixed, stand-alone units, we are often blinded to those instances when the machine can be configured and oriented to facilitate production flow and operator usability. Consequently, we may need to take special steps to remove blinders and see opportunities.
The machine as workstation
It can be helpful to think of machine operation as just another type of workstation. Then, all the guidance for designing a workstation and individual best practices for workstations apply:
- Ideal height and orientation of the machine
- Minimal lifts and carries
- Optimal location of tools and materials
- etc.
Note that there is nothing particularly unusual in the photos above. The point is to seek more opportunities to configure and orient machines — even large ones — to fit into production flow. This approach provides a general strategy for improving the operator interface.
The work cell
The recent trend of creating work cells (see definition below) provides an excellent example of how machines can be viewed in new light and adapted to fit people and production flow. In work cells, it is common to orient machines in unconventional ways in order to create a production line. The machines are often raised and lowered, or placed at odd angles and staggered so that the points of operation line up to enable use of conveyors.
 |
| Large machine tool with conveyor to next machine |
Generally, work cells only involve smaller machines. Nonetheless, the experience points the way to further adaptations for larger machines. For example, large machines are often placed in long rows in a grid at right angles. Yet, it may be better to angle or stagger the machines to facilitate access and flow of parts from one machine to the next, or in and out of the area.
Best practices
 |
 |
 |
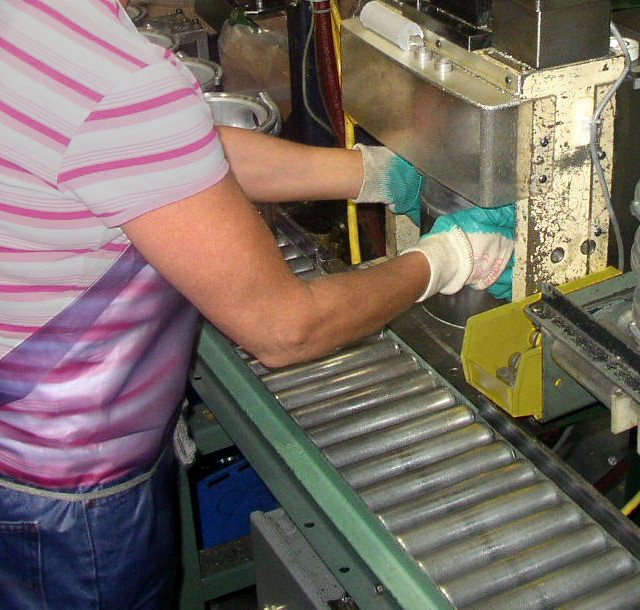
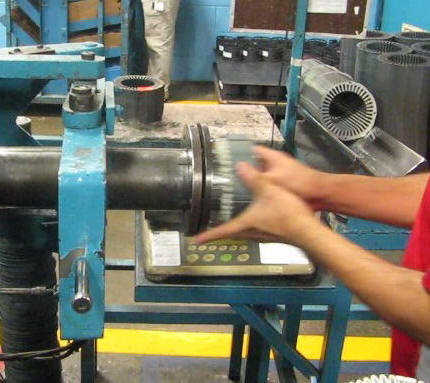
| Depending upon the circumstances, many common sense improvements are feasible | ||
The Machine Operations knowledgebase provides a number of best practices that can be incorporated. Additional ideas and practices can be obtained by benchmarking with other shops, reviewing trade journals, and attending trade shows. Finally, there is no limit to the creativity and capabilities of individual machinists, which means that any workplace can develop innovations based on brainstorming and some trial and error.
The following are common issues. Each topic link leads to more details and strategies for improvement.
Loading
Many machines are still loaded by hand. Automation and robotics provide one strategy for improvement, but there are numerous other techniques that are effective at much lower cost and more suited to low volume production. Examples include a variety of mechanical assists, lifter-transporters, slides, locator guides, and cradles.
Unloading
Often, the approach to unloading is exactly the same as loading. However, with some machines, the best techniques for unloading are quite different from how they are loaded. Thus unloading should be evaluated as a separate step. Techniques include ejectors of different types and creative use of gravity.
Controls
Activation buttons (such as two-hand controls) are often not located in the optimal position, plus can require unnecessarily high force to use. Normally, improvements can feasibly be retrofitted, using a number of different approaches.
Parts handling
In most operations, consideration must be given to integrating the machines with the material handling system. There are a number of issues that are specific to machines, such as machine-to-machine transfers, providing access for forklift trucks, and orienting the parts properly when delivered. Additionally, the general guidance on material handling provides a full array of methods that can be incorporated as needed.
Covers and doors
Machines are often enclosed in various ways and have covers and doors that must be opened and closed with each use. A large number of techniques can be applied to facilitate these actions, some at surprisingly low cost. Examples include counterbalances of different types, hinges, arms, and slide mechanisms.
Layout
Machine areas can benefit from improved layout as much as any other type of production areas. Most issues are not particularly difficult to identify, but often are neglected because of habituation and “the way it’s always been.”
Changeovers
Set ups and changeovers can be time-consuming, which is especially critical because of the production lost when the machine is not in operation. The issues have been highlighted in recent years because just-in-time manufacturing often entails more frequent changeovers, rather than long production runs of parts that then need to be stockpiled. Fortunately, many techniques can be applied to reduce changeover time, many of which are relatively low cost.
Many techniques for reducing setup time inherently involve good ergonomics, although often not consciously recognized as such. Consequently, more explicit use of the tools of ergonomics can be used to reinforce and supplement other available guidelines for rapid changeover.
Gauging, testing, checking
It is common to check parts and products in various ways immediately after removal from a machine. Best practices for arrangement of this work is available in the Workstation knowledgebase, including good layout and other techniques to optimize handling.
Hand tools
Various types of hand tools are often needed to adjust machines. A best practice is to locate these tools immediately adjacent to the point of use, outlined or shadowed to indicate where they belong. More information on selection and design of the tools themselves is available in the Hand Tools knowledgebase.
Maintainability
 |
 |
| Crawling into machine to make adjustments | Climbing on machine to clear jam |
Machines must be maintained as well as operated. The term “maintainability” addresses the need to design equipment to be easy to repair, including cleaning, clearing jams, and removing scrap (such as chips from cutting metal). Many of the design principles and techniques center around ways to provide access to areas within the machine. For more information see the Maintainability knowledgebase.
Vendor-user partnerships
Because of the difficulty in modifying machines once they are manufactured and installed, there is increased need for communication and partnership between users and vendors before the equipment is designed or built.
User’ point of view
From the user’s perspective, it is critical to understand the precise needs of the operator and then communicate that to the manufacturer as the order is being placed. For major capital equipment, it is common for the buyer to visit the manufacturer to gain first hand knowledge of the new equipment, review options that can be ordered, or discuss any customizations that may be beneficial. Often the actual machine operators and supervisor accompany the engineer in this visit, since each can provide value from a different perspective.
 |
| Vendors discuss issues with operators |
Vendor’s point of view
From the vendor or manufacturer’s perspective, it is good to solicit information on customer needs. Specific actions include conducting surveys and evaluations on site (either informal discussions and observations or formal focus groups and usability studies).
On-site evaluations is particularly helpful for identifying instances where equipment is used differently from the expectations of the designers. Furthermore, on-site visits can address issues that are otherwise unknown to the equipment manufacturer, such as the need for mechanical assists for loading/unloading or to open/close doors in the machine.
– – –
What is a work cell?
A work cell is essentially a normal production line, but using equipment that traditionally is grouped separately by type. In the past, machines were often placed in specialized departments (presses in one department, welders in another, etc.). With a work cell, the concept is to organize the equipment needed for a particular product so that the operations are performed in sequence (a press directly feeds a welder, which directly feeds the next step, etc.).
There are a number of benefits from creating cells, including less material handling and improved quality. With specialized departments for different types of equipment, parts and materials are often transported back and forth several times. Extra work is created when items needed to be handled to load containers, which then need to be moved, only to be unloaded again. In a cell, the usual goal is to create a single piece flow, so that the item is simply moved down to the next station, thus eliminating a number of loading/unloading/carrying steps.
Quality benefits because the items being produced can be checked as they are fitted and used in the subsequent stages. Thus, a defect can be identified more quickly and corrections made before a large quantity of items are produced.
Finally, the work cell lends itself to setting up efficient operations that are operator friendly: less reaching, lifting, carrying, etc.