 |
 |
| Parts hard to remove | Gravity drops too low |
Principles affected
Related pages
Machine Ops
Workstations
Background
Many machines are unloaded exactly as they are loaded, so the techniques for machine loading apply. However, some machines are unloaded differently or have characteristics that create special issues and opportunities.
Issues and Options
Ejectors
Ejectors are beneficial since they eliminate motions, which can improve efficiency as well as well as reduce strain on human operators. Furthermore, ejectors are particularly helpful in two settings:
- Parts often stick in machines after the operation and thus harder to remove than when they are loaded.
- The mechanical action of the machine can make the parts fit more tightly in fixtures.
- Sometimes vacuums are created that hold the parts solidly to the machine.
- In assembly operations, machines often add multiple components together into a single piece that is significantly heavier.
Standard powered ejector
 |
 |
| Product in fixture | Ejector lifts product up and out |
The classic mechanical ejector is an air cylinder and rod installed under the machine fixture, integrated into the system so that once the operation is complete, the cylinder lifts the product up and out.
Classic ejector: Video clip
Lever ejector
 |
 |
| Bar in use | Inactive press for better view of bar and tongs |
An ancient, low-cost approach is to use a lever with some sort of fulcrum placed near the point of operation. The photos above show a forging press with a bar and tongs. By pushing down on the tong handles, the hot forging is lifted up. This simple concept could be adapted in multiple other settings.
Air ejectors
 |
 |
| Phenomenal air ejector, click to see video clip |
Overall view of table, ejected parts drop into green tote |
Air can be used either to break a vacuum seal that is created during the machine operation or to physically lift the part out. The above example is of the latter type.
The machine prints numbers on these lightweight individual parts. The fixture is flush with the surface so the parts can be slid in place. Once the printing is completed, a jet of air from under the table shoots the part straight upward, where it is caught in a PVC elbow pipe and then dropped into tote under the table.
The operation and the air jet are very fast and it is barely possible to see the part being shot up. (The job is of short duration, so the employee does not continue with the rapid arm motions for long.)
Gravity
For many types of machines, such as injection molding machines and automatic presses, all that is necessary to unload parts is to take advantage of gravity and drop the parts into a chute leading to a container or conveyor. However, there can be shortcomings to this approach.
Low height
 |
 |
| Parts dropped too low | |
A common problem is that parts are dropped too low, which then requires bending to pick up totes. Furthermore, in some operations, it is standard to work on the parts as they drop, such as to inspect or remove flash or burrs. In this situation, employees typically work in awkward, hunched positions, to the detriment of both productivity and personal well-being.
 |
 |
| Before: On floor | After: On stand |
In situations where the chute is sufficiently high, all that is necessary is to use a stand to raise the totes up to a better height. In the photo above left, the parts drop to a tote on the floor. But note the vertical space between the chute and the tote. This makes it easy to add a low-cost stand. Also note that the improved height in the right hand photo still requires a slight bend to reach, but it is much better.
In other situations, it may be necessary to adjusting the slant angle of the chute to gain the necessary vertical space for the stand.
 |
 |
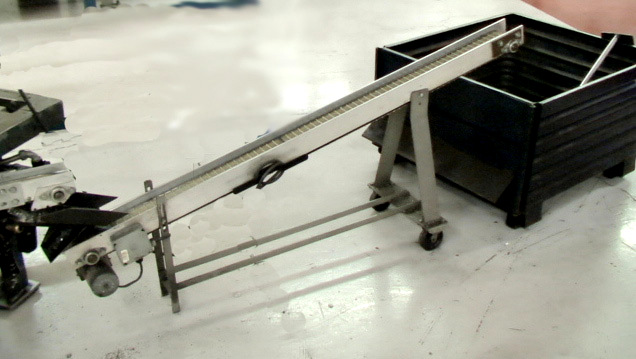
| Inclined conveyors | |
An alternative, more complex approach is to use inclined conveyors to raise the parts. This technique is particularly effective if the parts can be brought directly to the next workstation rather than to a container, which thus eliminates the step of handling that container. See Material handling: Conveyors.
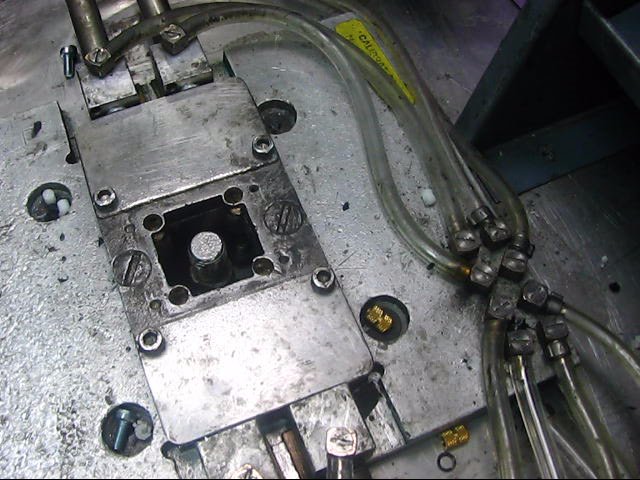
Hand clearance
 |
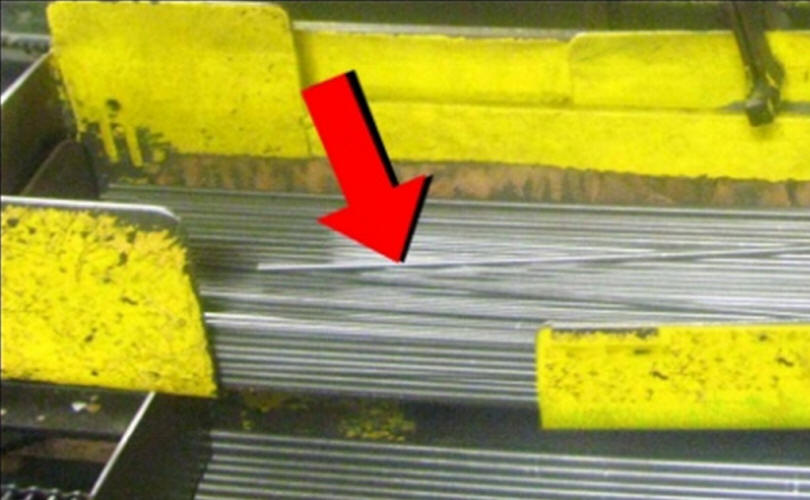 |
| Before: Hard to grab rods in holder | After: Opening provides hand clearance |
When parts drop to a holder integrated into the machine, they must then be scooped by hand to be lifted out. Often there is no easy way to gain a finger hold on the parts and it can require wasted time and motions to obtain a handful.
The machine in the example above cuts steel rods that fall into a holder. The holder is round and the rods are thin, so it can be cumbersome to remove them. A good solution is to cut an opening to provide clearance for the hand to grab the rods. The hand opening is about 10 times more efficient for a low cost.
This issue affects totes and containers too, but often containers can be tipped and dumped to empty. In contrast, the machine is immovable, so alternatives such as the hand opening must be found.