 |
 |
Finding effective ways to reduce motions has been a hallmark of classic methods engineering a century ago and industrial ergonomics in more recent decades.
Production issues
The time needed for unnecessary motions in a highly cyclical job can add up to significant waste by the end of a day. In any type of work, extensive sweeping motions can hinder production.
Employee well-being
The motions themselves can contribute to injury of the sensitive tissue surrounding the joints, especially in combination with awkward working position and excessive force. This effect has attracted considerable attention in recent decades, as indicated by the term repetitive motion disorders.
Understanding the relationship between production and well-being is exceptionally important. In the author’s experience, a significant number of these disorders could have been prevented by following some of the most rudimentary concepts of methods engineering from a century ago.
Strategies for Improvement
Parts handling
Layout
Double handling
Slide
Orient
Prevent jumbling
Tools and equipment
Power tools and equipment
Hoppers
Quick releases
Motion-saving mechanisms
Methods and process
Design for assembly
Individual work method
Reduce range of motions
Measurements
Strategies for improvement
Parts Handling
Improve layout
 |
 |
| Before | After |
One of the easiest and most common ways to reduce motions is to improve the layout of individual workstations and whole work areas. Changing the location of materials and sequence of tasks can eliminate many unnecessary hand and arm motions, along with lifting and walking.
The example above shows changes to a work cell. Motions are still required in the improved set-up, but there are fewer motions — especially fewer of the especially wasteful heavy motions needed to transfer items from one location to the next. See Workstations: Layout.
Eliminate double-handling
 |
 |
 |
| Box of components brought into area, put on edge of tub | Components transferred to different box on cart | Cart moved to workstation |
Double-handling is basically doing the same work twice — picking up and replacing an object only to have to pick it up and handle it again. Improving layout can often eliminate the problem, but other factors can include the overall material handling system, the types of containers or totes used, andparts handling within the workstation.
The example above is actually triple-handling. Ideally, the box of components should have been put on the cart at the preceding operation and simply wheeled to the point of use (or some equivalent).
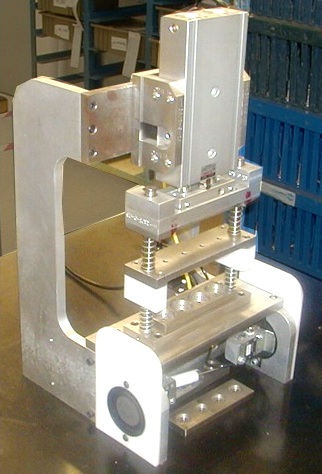
Slide rather than pick up and put down
 |
 |
| Before: Pick up every time | After: Slide |
It is usually better to slide items rather than pick them up repetitively one at a time to place in their locations. Although motions are still required for sliding, the total number is usually reduced.
The example above shows a small machine recessed into a work surface. The process is a very high volume assembly task and this simple change eliminated thousands of motions that added up to hundreds of hours per year.
 |
 |
| Hole in work surface | Short length of conveyor |
Cutting a hole in a workbenches permits sliding items into containers or conveyors, rather than needing to pick them up and then put them down. Adding an inexpensive short length of roller conveyor enables the assembler to slide the product to the next position. Arm motions are still required, but it takes fewer motions to slide the item than to pick it up and then put it down.
In addition to Workstations: Parts handling; Material handling: Slides, Conveyors.
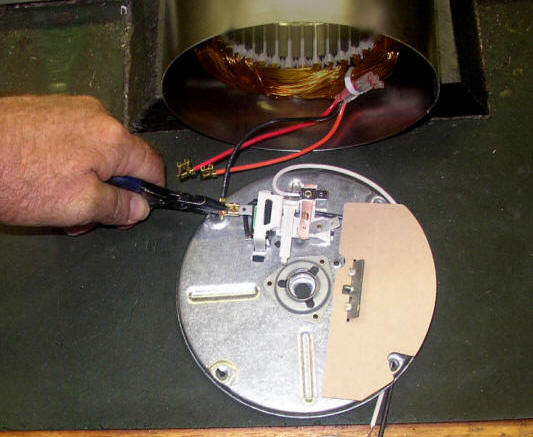
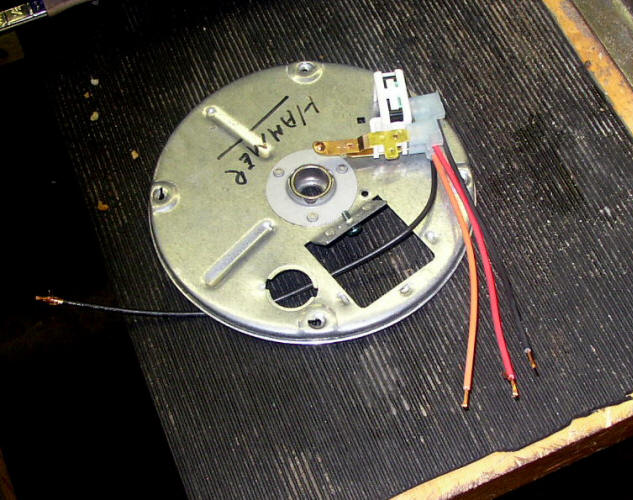
Keep materials oriented
 |
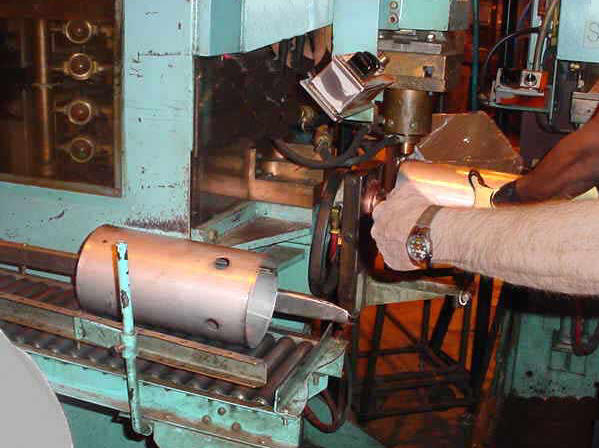 |
| Before: Wrong orientation | After: Correct orientation |
A common problem is that materials are fed to a workstation in the wrong orientation. Consequently, the first step of the task is a wasted motion to correct the orientation.
The machine in the example above requires a horizontal orientation for the cylinders. However, the cylinders were conveyed to the machine vertically, which required an needless motion to both at this machine and at the previous operation. In fact, the biggest benefit of this change was for the operator who loaded the cylinders on the conveyor, since it was much easier to load them horizontally. See Workstations: Parts handling.
Prevent jumbling
 |
 |
| Jumbled | Aligned |
One of the most senseless repetitive tasks is to straighten out jumbled parts that had once been aligned. In the example above, these bars were cut from from a straight rod, but immediately dropped into a bin disorganized. The improvement was to configure guides that maintained the orientation of the bars as they fell, thus preventing them from being jumbled.
Tools and equipment
Power tools and equipment
 |
 |
| Manual | Powered |
One of the obvious ways to reduce motions is to allow machines and tools to do the work. Machines are good at performing repetitive tasks endlessly, so they should be exploited.
 |
 |
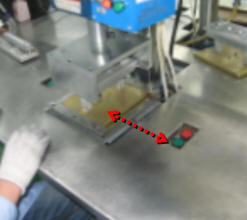
| Before: Arm motion, one piece at a time | After: Finger push, four pieces at a time |
One advantage of powered equipment is that typically, it is possible to work on more items at a single stroke than manually. The example above shows an arbor press that was replaced with a powered press. The arbor press was capable of completing only one item at a time. In contrast, the powered unit completed four at a time.
Hoppers
 |
 |
| Manual scoop | Hopper |
Hoppers save time and motions compared to using manual scoops. This example shows handling powder, but hoppers can be used for other materials, in particular small parts on assembly lines.
Quick releases
 |
 |
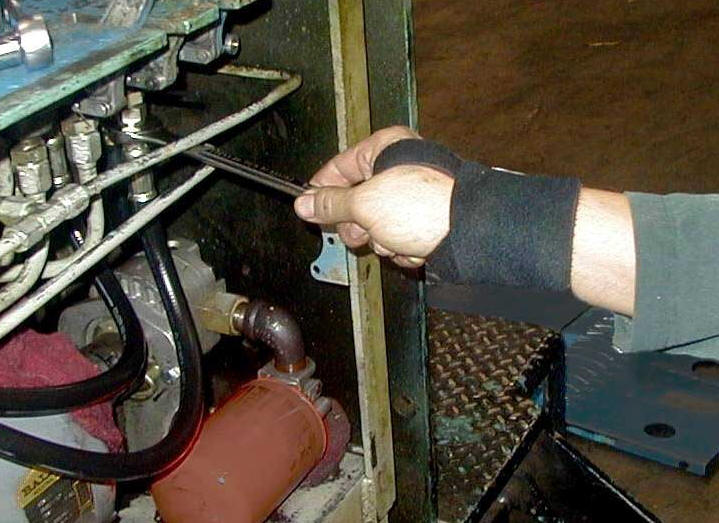
| Screw clamp: Many motions | Quick release: one motion |
An excellent technique that can be used in many application is a quick release. For more examples see Quick releases; Maintenance: Access panels; Workstations: Bench-top fixtures, Free-standing fixtures, Machine Operations: Covers and doors
Motion-saving mechanisms
There are a number of mechanical devices that can be applied to save motions. Many of these are age-old labor-saving devices that can be used today for low-cost solutions.
 |
 |
| Gearing — one turn yields multiple turns | Ratchet — eliminates repetitive grasping and regrasping |
 |
 |
 |
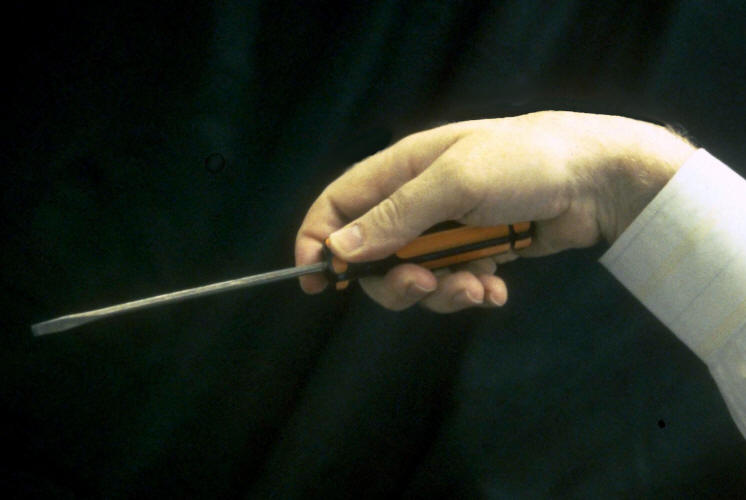
| Yankee screwdriver— one push yields multiple turns | Old-fashion sewing machine pedal — one stroke yields multiple reciprocal motions |
 |
| Rack and pinion — one motion yields multiple turns |
Methods and process
Design for assembly
 |
 |
| Four insertions | One insertion |
One of the best approaches for eliminating motions is Design for Assembly. There are multitudes of techniques that have been developed in this improvement process that eliminate steps. The example above shows an electronics component that required four leads to be inserted by hand. With redesign, the leads were connected in a single component in an automated operation off line, then that single component was added, which required only a single insertion.
Improve work method
 |
| Boning chucks — Technique is critical |
It is not uncommon to see two people working side by side on the same task, one working smoothly and the other with hectic, exaggerated, and wasted motions. In the above example, experienced meat cutters used only 50% of the effort compared to inexperienced workers.
It is important to help employees learn to use the most efficient, least injurious methods. The video camera offers an excellent tool to help find the best method — you can videotape various individuals, then watch the tapes during group meetings to identify good techniques.
Reduce the range of the motion
 |
 |
| Sweeping motion | Small motion |
There is a distinction between a small, simple motion and a large sweeping one. Thus, even if a motion cannot be eliminated altogether, it might be changed to a better one and thus still save time and strain on joints.
In the packing example above left, placing the shipping box on the same surface as the items to be boxed creates an awkward up and down motion. In contrast, the packing station above right has a lower stand for the shipping box, set so the top of the box is level with the items to be packed. Thus, all that is necessary is a simple movement laterally. See Workstations:Packing
Improvements of this type can be achieved by addressing heights and reaches with particular attention to layout, parts handling, point-of-use storage, and machine controls.
Measurements
Motions can by quantified by counting. Also, posture evaluation can be helpful in minimizing the extent of an individual motion.