User-friendly design
 |
 |
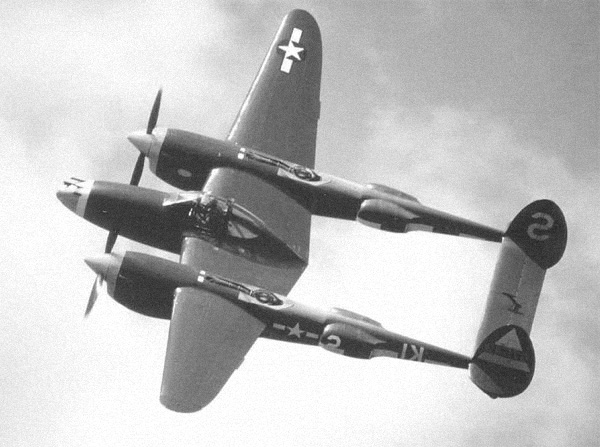
| Birth of ergonomics: World War II aircraft to make the cockpit “pilot friendly” | |
The formal field of ergonomics was developed at the outbreak of World War II, primarily in the design of aircraft cockpits. The term ergonomics was in fact coined by the British Royal Air Force. At the time, the needs included finding ways to:
- lay out the control panel to be as easy to understand and use as possible
- make sure that everything was within the reach of even the shortest pilots
- keep physical demands (e.g. manual operation of landing gear) within pilots’ strength
- minimize the effects of vibration and noise
- minimize discomfort of seating when flying for long hours
In short, the goal was to optimize the multiple points of interface between the pilot and the aircraft. Even today, the aircraft cockpit is the subject of more formal studies in the field or ergonomics than any other workstation.
The story of the aircraft cockpit provides a good context for ergonomics in industry. We want to optimize the various points of interface between people and equipment, thereby improving both effectiveness of operations and human well-being. It can be helpful to keep the image of a cockpit in mind when setting up production tasks.
Methods engineering
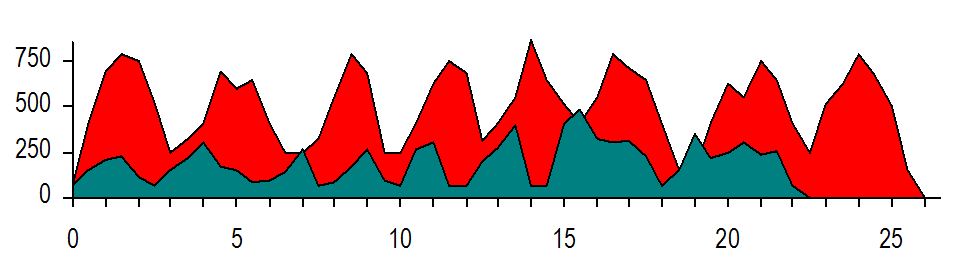 |
| Time and Physical Demands Analysis |
In the workplace, there is a large overlap between ergonomics and the concepts of scientific management from a century ago. Considerably study was devoted to how humans performed best and how factors such as fatigue interfered with both production and employee well-being. At the time, almost nothing was known about many crucial factors such as muscle physiology, dimensions of employees, and wear-and-tear injuries like tendonitis and carpal tunnel syndrome. But many of the original concepts still have value.
Unfortunately, many of the early techniques were misapplied or forgotten. For example, through the years classical time-and-motion study has degenerated to merely time study. Motion analysis has been largely neglected. In fact, in the author’s experience, many cases of so-called repetitive motion disorders could have been prevented if some of the most elementary concepts of 1920s motion engineering had been followed.
Fortunately, motion analysis has been restored to its place, constituting the heart of industrial ergonomics. Moreover, the focus has broadened beyond the single factor of motion to a multitude of other factors, such as working position, exertion, and issues such as static load. For example, the above graph incorporates bending and lifting along with time (the full study Time savings from pallet lifts provides quantitative data on simultaneously reducing back strain and time needed to do the job). Additionally, employee well-being has taken a more central position, though the positive effects for production still are valid. By setting up tasks to be more human-compatible, people are better able to the work efficiently and accurately.
Improvement process based on age-old instincts
 |
 |
 |
| Corn planter | Yankee screwdriver | Chinese wheelbarrow |
In a certain way, ergonomics is nothing new. The photos above show just a few examples. The corn planter eliminated a lot of tiresome bending. The Yankee screwdriver reduces motions. And the Chinese wheelbarrow, invented nearly 2000 years ago for carrying freight, was certainly an improvement over carrying loads by hand.
In this sense, almost everyone has been doing “ergonomics” all their lives. We’ve all moved something closer or put it at a better height to make it easier to work on.
But there is a difference between old-fashioned ergonomics and the field today. In the past, development was haphazard. Today we can be systematic and can turn these age-old instincts into a formal workplace process. Today we have the scientific method, analytic techniques, principles for design, and a knowledge base of good concepts, all of which can be tapped to help us develop better operations.
Methodology for “working smarter”
 |
 |
| Before: Manually lift pipe section for cleaning | After: Add wheels to easily roll out |
The phrase “work smarter, not harder” is a good one, but how you actually go about finding ways to work smarter is often left open. Fortunately, the field of ergonomics fills the gap. In many ways, the whole field of ergonomics centers around studying smarter ways to perform manual work. As stated previously, the field provides analytic techniques, principles, and a knowledge base of solutions that you can use to turn a slogan into a shop floor process.
The example in the two photos above shows a section of pipe in a chemical plant that needed to be removed periodically for cleaning. In the past, four employees were needed to lift the heavy pipe. After an evaluation, a team brainstormed the idea of adding wheels, so that one person could easily roll the section out.
The point is that there is a method to identify and resolve the multitude of issues like this. The process can be employed in every workplace.
The special perspective of ergonomics
In the same fashion that the quality process and the principles of lean manufacturing provide special perspectives that lead to better production, so too does ergonomics.
The Quality Process can briefly be described as a method to improve the accuracy of production. The basic technique is to study product defects and their causes, and then improve operations to prevent those defects.
Lean (or Flow) Manufacturing focuses on keeping materials flowing. The ideal situation is for each item to arrive where needed “just in time” to be used. The technique is to study barriers to flow, in particular, the amount of Work-in-Process (WIP).
Ergonomics has to do with optimizing the interface between humans and equipment. The technique is to study activities that are difficult for humans to perform, and then redesign the tools and tasks to be more human compatible.
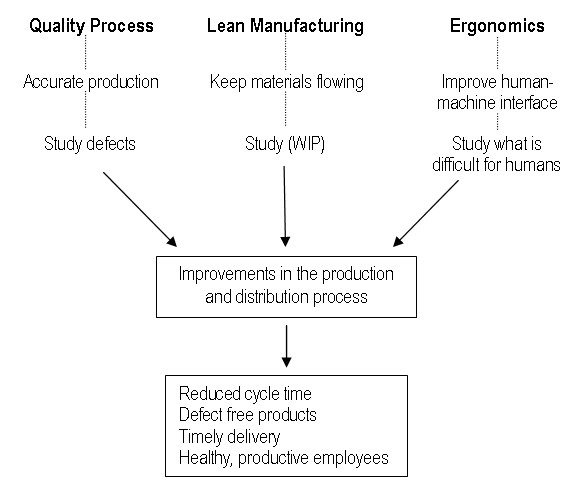
The above schematic shows the parallels.
In combination, these tools provide powerful insights on ways to improve production. They are synergistic, not independent, strategies. Best results are gained when practitioners apply them in concert.
Musculoskeletal Disorders
 |
 |
| Wrist disorder | Elbow disorder |
In the 1970s, health and safety experts in industry began to recognize the problem of musculoskeletal disorders. After some years of addressing the issues, it became apparent that the principles of ergonomics were effective in reducing the risk of these disorders. (It also became apparent that the disorders had been prevalent all along, just unrecognized.)
These prevention efforts reduced costs for industry in multiple ways:
- Since the largest component of workers’ compensation costs is the category of musculoskeletal disorders, these costs dropped dramatically in those companies that developed a systematic process of improvement.
- Likewise, costs related to absenteeism and turnover dropped as the tasks became less painful and tiring.
- Evaluating jobs from a different perspective led to new insights and ways of thinking that in turn yielded better methods of production.
Studies: cost savings and productivity
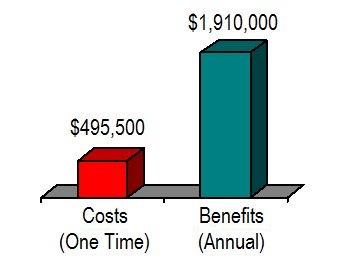 |
| Costs and benefits over a 10-year period |
The examples above should speak for themselves. Clearly an aircraft is more effective when the pilot can reach all the controls(!). Methods engineering has yielded untold value in our economy. Inventing better tools like the scythe has been a hallmark of progress for centuries. The thousands of examples in the knowledge bases on this website should make sense on their own. You yourself have undoubtedly made “ergonomic” improvements all your life that have made things better.
However, it can be helpful to have quantitative data that make general points. Costs and benefits from real life workplaces can be found in various sources on-line and in print. The following are results from a few of the author’s consulting projects. Several comments put these studies in context.
- Studies on specific tasks are common, but plant-wide cost-benefit data like those included below are harder to obtain.
- Studies showing that principles of ergonomics can dramatically reduce workers’ compensation costs are common. These studies include workers comp and productivity.
- These studies were all generated because of safety issues. The objective was to help show that the work methods needed to prevent wear-and-tear injuries were cost-effective.
Costs and benefits in a small manufacturing plant. This case example is important for several reasons: (1) The results are impressive (graph above), (2) the analysis is comprehensive — plant-wide over a 10-year period, (3) the improvements were far more thorough than most plants, and (4) the operation was small in unglamorous basic industry, which shows that it is not necessary to be large or especially sophisticated to achieve significant benefits.
Time savings from pallet lifts. The first of the examples shows doubling plant-wide output as a result of widespread introduction of lifts. This study along with a second example provide detailed quantitative analyses of time and physical demands.
Cost-benefit studies in two plants. Most of the savings in these plants were related to reductions in workers’ compensation costs. However, productivity improvements were noted, as shown in the examples.