(Click here for a downloadable pdf copy of this study.)
Introduction
This case example is important for several reasons:
- It is comprehensive — plant-wide over a 10-year period.
- The ergonomics improvements were far more thorough than most plants.
- The operation was small in unglamorous basic industry (100 employees in die casting) and there were no professional engineers on staff. The changes were primarily implemented by the maintenance staff. It shows that it is not necessary to be large or especially sophisticated to achieve significant benefits.
Summary Costs and Benefits
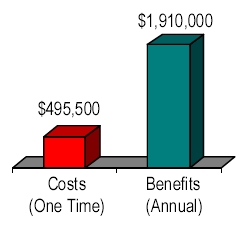 Breakdown of BenefitsOver a 10-year period, this plant invested about one-half million dollars in making operations more human-compatible. At the time of this analysis, the annual benefits were about two million dollars.
Breakdown of BenefitsOver a 10-year period, this plant invested about one-half million dollars in making operations more human-compatible. At the time of this analysis, the annual benefits were about two million dollars.
 |
 |
 |
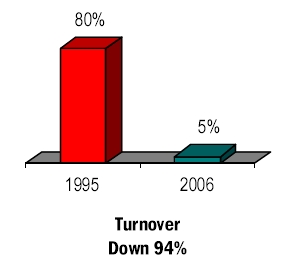 |
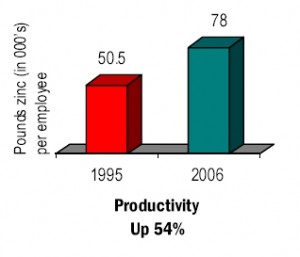
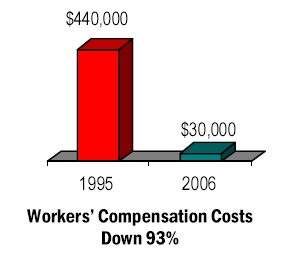
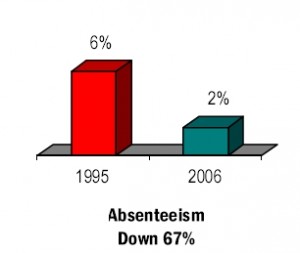
These graphs were generated from from plant records, showing the changes over the 10-year period. Productivity was up about 50% and workers compensation costs, absenteeism, and turnover were down 70–90 %. Converting these changes to dollars yielded the two million dollar annual savings.
Examples of Improvements
The equipment changes were a combination of ergonomics, lean manufacturing, and automation. At this level, these strategies are often intertwined. The following are brief descriptions of the most important improvements.
Packing
 |
 |
| Inclined conveyor | Packing station |
As part of a lean manufacturing strategy, the plant relocated packing operations from a separate area to the assembly area. Maintenance staff fabricated several improvements to enable this transition, including:
- Inclined conveyor: Homemade, inexpensive to bring products up to working height. (Beforehand, the parts had been retrieved from totes on the floor, which created too much of a time barrier under the lean system.)
- Packing station: Features included automatic counting system, cylinders to push product boxes into position, and a two-level packing station to reduce arm motions when loading product boxes into shipping boxes.
Hopper Loader
The most unique innovation at this site is an automatic hopper loading system. The tasks it replaced were the common ones of manually loading a hopper.
 |
 |
| Before: Bend low into bin to scoop parts, then reach high to fill hopper | |
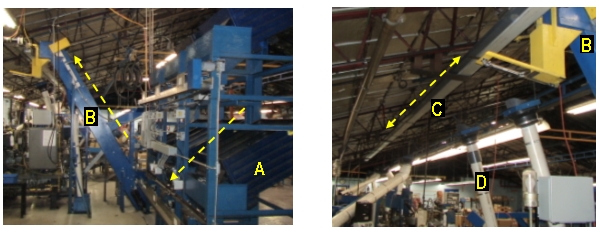 |
| After: Parts from tubs in a racking system (A) drop as needed into an inclined conveyor (B) then up to a shuttle. The shuttle runs (surprisingly quickly) along a rail (C) to fill the various chutes leading to machines (D). |
This hopper loading system was conceived and built by plant personnel. In addition to saving wear and tear on employees, it saved 5000 sq. ft. of floor space, which enabled assembly cells to be placed in a room that was otherwise too small. Moreover, eliminating the need to load hoppers enabled efficient packing of the product in these cells.
Tumbling Automation
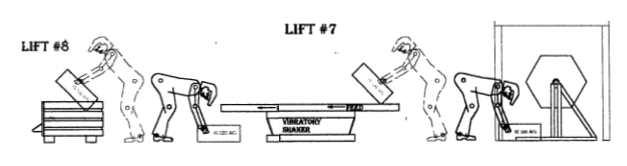 |
| Before: Multiple lifts of materials throughout production process. |
The final major improvement was in the tumbling portion of the die cast area. Previously, each load of cast parts had to be lifted 12 times in the process of being tumbled. Sketches of those lifts are shown above. This area especially was a source of injuries, high workers’ compensation claims, absenteeism, and turnover.
 |
| After: Automated sorting and handling system |
Many of these high-injury tasks were automated. Part of the system is shown in the photo above. This system was the most expensive investment of those described here, and also yielded the highest return in savings.
Other improvements
Variety of other standard ergonomics improvements, including lift tables, turntables, anti-fatigue matting, etc.
Synergy“We tend now to look at ergonomics as more a part of a systems approach to continuous improvement than just a tool to improve safety. We didn’t start out that way, but rather we morphed to that realization. “The lean concepts of waste and flow, the quality concept of continuous improvement, and the ergonomics concept of wasted motion/poor motions as part of the same drive for competitive advantage in cost and service excellence. These tools and their applications are synergistic, not independent strategies!” |
| — Plant Manager |
Final comments
Standard accounting systems often don’t lend themselves to taking into account longer term perspectives as well as cost avoidance factors such as workers’ compensation costs. Consequently, it can be helpful occasionally to take a step back and make additional calculations such as absenteeism and turnover.
Probably most plants that have implemented similar improvements have achieved the same types of positive results. The difference in this case is that the plant is small and the effects of process improvements more measurable. In large operations, there are often so many variables that it can be difficult to sort out which changes are related to which financial savings. Additionally, in this case, virtually all of jobs in this facility have been affected, not just single work cells or departments. So again, measurements are more meaningful than usual.
The improvement process was decidedly low tech: (1) Identify difficult jobs based on common knowledge or discussions with employees, then (2) brainstorm creative solutions.
A few other positive aspects of this facility are:
- Senior management is especially skilled in good communications with the workforce and in promoting change.
- The maintenance team is unusually creative.
- The unionized workforce is involved.