The field of production ergonomics provides the foundation for addressing these issues, providing a process to simultaneously improve both production and employee well-being. As described in these pages, ergonomics provides a set of strategies, best practices, evaluation techniques, and principles of design that can provide great value to industry. Furthermore, this perspective fits well with the contemporary array of process improvement strategies.
The formal definition for ergonomics is designing tools, equipment, and tasks to optimize the interface between humans and systems. Normally, it is easier to use phrases like “making things human friendly” or “working smarter,” but the formal term “optimizing the human-system interface” helps lead to more focused evaluation and, in turn, better defined actions for improvement.
Topics
Points of human interface
- Workstations
- Machines
- Material handling
- Hand tools
- Maintenance
Evolution of production lines
- High tech: auto assembly
- Low tech: ham boning
 |
| Points of human-machine interface |
Points of human interface
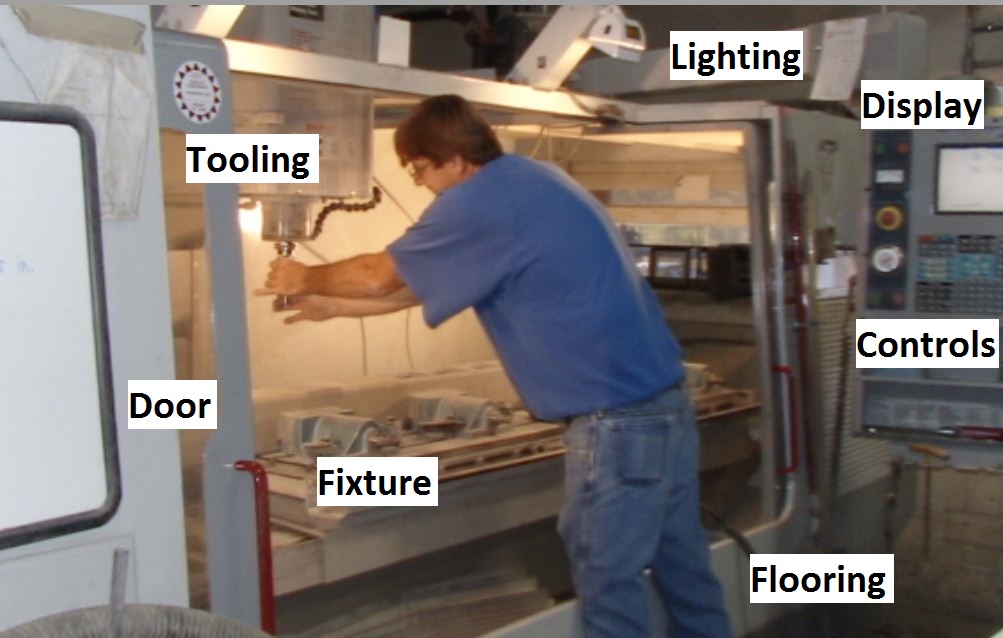
A key perspective is to view the workplace in terms of various points of interface between humans and equipment. For example, operating a machine tool involves dozens of points of interface: the tooling, the fixtures, lighting, the control panel, the door, the standing surface, and so forth. Even a simple chair can involve multiple points of interface: cushioning, height, clearance, lumbar support, etc.
Each of these points can be assessed to determine ideas and options for improvement. These steps need not be complicated and often amount to simply putting on your ergonomics glasses, (on-line training course and guided introduction to task assessment). The basic principles of human-friendly design provide a framework for evaluating all tasks, no matter the setting. The workplace ergonomics process outlines a low-tech approach to problem-solving, plus as needed, a more formal method.
The materials below provide overviews of common issues in basic production settings along with best practices for the various points of interface.
The individual workstation
 |
 |
| Stationary work bench | Flexible positions on moving line |
The starting point is understanding the optimal human interface with the product itself. Surprisingly, this critical point is often under emphasized — and even overlooked — in the design process. Employees routinely work in positions that are not conducive to efficiency or quality. They may not have easy access to the product they are working on and at times cannot see what they need to see.
There are other other points of interface: Employees must be able to easily handle materials and readily access tools and equipment. Other issues like lighting, the work surface, and flooring can all come into play.
The section How to design a workstation provides a step-by-step guide that leads into issues and options found in the separate Workstation best practices knowledgebase.
The machine-operator interface
 |
 |
 |
| Loading | Changeover | Operation |
Machines have a variety of points of human interface in their various stages of operation. Many of these activities requires special attention because the size and function of machines can create barriers for humans.
It can be easy for smaller machines to be integrated fully into a work cell or moving line, which eliminates much manual material handling. Integrating larger machines is more difficult, but improvements are still possible.
Changeovers of machines also involve special issues. The components that need to be switched out can be heavy and often must be set up precisely within the constraints of the machine itself.
How to improve the machine-operator interface and the separate Machine-operator best practices knowledgebase provide more guidance.
Material handling systems
 |
 |
| Single piece | Batch handling |
Materials need to be moved to and from each workstation, whether integrated on a moving line or using batch delivery from place to place. Typically, material handling is highly mechanized, but with gaps in predictable locations where the work is done manually (the points of human interface: handles, location, weight).
The basics of material handling are generally well known, but there are several common shortcomings. Material handling should be addressed as a whole system throughout a facility, rather than focusing on a single location in isolation. By following the complete flow and taking into account the whole chain of transfers, it is easier to recognize wasted steps and incompatible handling methods.
The concepts of lean production generally place considerable emphasis on improved material handling. Often these techniques inherently benefit the employees’ ability to do their jobs well, but the techniques can be optimized by deliberate attention to human factors.
The guide How to improve manual material handling provides more background and leads into the related material handling knowledge base.
Hand tools
 |
 |
| Grip issues | Weight and control |
Hand tools are used in every operation, but the best ones for the task at hand may not always be available. The phrase “right tool for the right job” requires a good understanding of the human-tool interface to determine the right tool.
The hand grip is the primary point of interface. Also important are the weight of the tool and the force involved. Related issues are supports and holders for tools, along with their storage at the point of use. Fortunately, many techniques have evolved to overcome problems — some new and others are age-old.
The sections How to improve hand tool use and the related Hand tool best practices knowledgebaseprovide guidance and examples in several ways:
- Proper selection and use of hand tools
- Ways to modify existing tools and design new ones
- Suggestion of tools that users may not be familiar with
Maintenance
 |
 |
| Poor access for maintenance | |
Maintenance issues are often neglected when setting up equipment and production areas. The most common shortcoming is poor access to the work, whether for repairs, cleaning, or tune ups. Other problems include issues that can sometimes be unique to maintenance and sometimes resolvable with information outlined above:
- Maintenance shop workstations and machinery
- Manhandling of heavy equipment
- Hand tools
Consequently, it is critical to evaluate the points of interface for needed maintenance. See the guidance in How to improve the ease of maintenance along with specific issues and options in theEase-of-maintenance best practices knowledgebase
Evolution of production lines
Considerable improvements for human factors have been implemented in the classic production line, with solid benefits for efficiency, quality, and employee well-being.
High tech example: auto assembly
The auto assembly line provides a good high tech example of the evolution of production operations to make work more human-friendly.
 |
 |
 |
| Traditional underbody assembly | 1970: Cars flipped on side | 2002: Variable height and orientation |
The traditional auto assembly line constituted a breakthrough in production, but placed the cars uniformly in the same orientation and height. This caused employees to work with arms continuously overhead, a poor interface that led to defects, slowed production, and musculoskeletal injuries.
In 1970, Volvo pioneered the concept of using large powered fixtures on automatic guided carriers to raise and lower the cars as needed and to flip the vehicles on their sides for underbody work. Results yielded both less strain on employees and more flexible. efficient production. The biggest payback from making the jobs more human friendly was less rework.
In 2002, Volkswagen opened a plant that took the production system to the next level. Cars are suspended from an overhead track, using a telescoping vertical post for height adjustment and a rotating fixture to orient the car in different angles as needed for the task.
Low tech example: ham boning
For an unglamorous and low-cost illustration, the meatpacking industry provides an equivalent example:
 |
 |
| Traditional ham boning line — awkward and slow | A slanted ham boning line — better visibility, easier cuts |
The traditional ham boning line uses a horizontal belt conveyor. This puts the employee in an awkward position, making the work more difficult. Slanting the cutting boards provides a better interface. Employees can see better and the cuts can be made more easily.
The line that provides the highest yields in the industry (not shown for proprietary reasons) changes heights and slant angles at each step of the line. The hams move up and down and in different orientations, somewhat like a roller coaster. At each point the ham is presented to the employee in the position that is best for cutting and removing bones.
The best orientations were determined by experimenting with a highly adjustable mock workstation. Expert butchers tried different heights and orientations for making the various cuts and generated data that led to the design. Taking this step is unusual and it provides a key point for planning workstations and production lines.